

 English
EnglishProducts
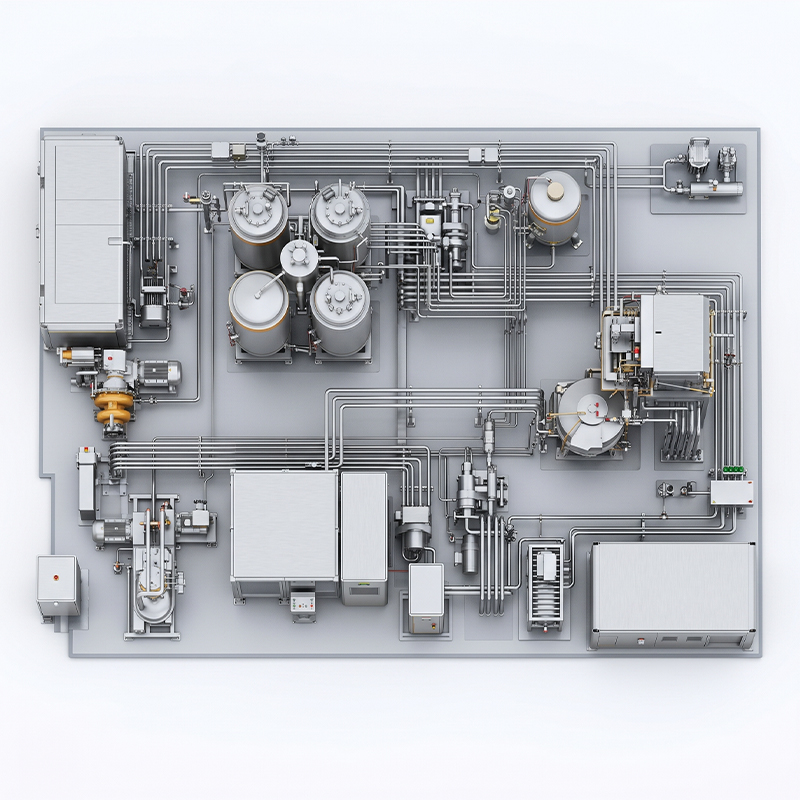
Complete Raw Milk Reception & Pasteurization Line
Complete Raw Milk Reception & Pasteurization Line
The initial stages of milk reception are critical, as improper filtration and cooling lead to rapid bacterial growth and spoiled batches. Our Complete Raw Milk Reception & Pasteurization Line integrates automated weighing, dual-stage filtration, plate cooling, and precision pasteurization into a seamless flow. It solves the pain points of thermal instability and contamination during intake, ensuring that every drop of milk entering your silos meets international safety standards. It is the foundational system for medium-to-large dairy plants focusing on high-purity liquid milk production.
|
Feature / Parameter |
Detailed Specifications |
|
Processing Capacity |
2,000 L/h - 50,000 L/h |
|
Core Components |
Deaerator, PHE, Storage Silos, Centrifugal Pumps |
|
Standard Compliance |
International Pasteurization (72°C-75°C, 15s) |
|
Control Logic |
Centralized PLC with Flow & Temp Data Logging |
|
Material Grade |
Full Sanitary SS304 / SS316L |
YME Equipment
-
Quick Links
Home Products About Solution Service News Contact -
Products Category
Mixing Tanks Storage Tanks Fermentation Tanks Brewing Equipment CIP Cleaning Systems Pasteurizers Turnkey Solutions
Latest Updates
-
Commercial Brewhouse for Microbrewery Startups: Complete Guide
2025/03/03Starting a microbrewery can be an exciting adventure. However, one of the primary challenges for many startups is selecting the right commercial brewhouse. Choosing the correct equipment is critical to ensuring a seamless brewing process, achieving consistent quality, and fulfilling market demand. This guide aims to alleviate these pain points by providing comprehensive insights into the types of brewhouses available, their features, and considerations when starting your microbrewery. Table of Contents 1. Understanding the Basics of Brewhouses 2. Types of Commercial Brewhouses 3. Essential Features to Look For 4. Cost and Budget Considerations 5. Choosing the Right Size for Your Brewery 6. Setting Up Your Brewhouse 7. Common Issues and How to Overcome Them 8. Frequently Asked Questions 9. Conclusion 1. Understanding the Basics of Brewhouses A brewhouse is the heart of any microbrewery, where the magic of beer creation happens. This includes the processes of mashing, boiling, and fermenting, all carried out in specialized equipment. 2. Types of Commercial Brewhouses There are various types of commercial brewhouses suitable for microbreweries. Here are the most common: 2.1. System Types Single-vessel system: Compact and space-saving, ideal for small establishments. Two-vessel system: Provides efficiency and flexibility, perfect for a growing operation. Three-vessel system: Offers optimal efficiency; usually the choice for larger microbreweries. 3. Essential Features to Look For When selecting a brewhouse, consider the following essential features: 3.1. Automation Capabilities Modern brewhouses offer varying degrees of automation, streamlining brewing processes. 3.2. Material Quality Stainless steel, particularly 304 and 316 grades, is crucial for durability and hygiene. 4. Cost and Budget Considerations The investment for a commercial brewhouse varies widely. Here’s a general breakdown: Brewhouse Type Estimated Cost Single-Vessel System $20,000 - $40,000 Two-Vessel System $40,000 - $80,000 Three-Vessel System $80,000 - $150,000 5. Choosing the Right Size for Your Brewery Size matters when it comes to a brewhouse. Consider your production goals and available space: 5.1. Capacity Planning Your brewhouse should match your expected output. For example, a 500L system can produce approximately 1,500 pints of beer per batch. 6. Setting Up Your Brewhouse After acquiring your brewhouse, follow these steps for installation: 6.1. Layout Planning Ensure your layout allows for smooth operations from brewing to packaging. 6.2. Equipment Installation Hire professionals to help with the setup, ensuring everything is compliant with local regulations. 7. Common Issues and How to Overcome Them Startups often face problems like equipment malfunction or unexpected costs. Be prepared: 7.1. Maintenance Plan Regular maintenance is crucial for preventing downtimes. 8. Frequently Asked Questions 8.1. What is the average lifespan of a commercial brewhouse? Typically, a well-maintained brewhouse can last 10-20 years. 8.2. How often should I replace my brewhouse equipment? Assess based on usage and maintenance; most equipment is replaced every 10 years. 9. Conclusion Starting a microbrewery with the right commercial brewhouse will set you up for long-term success. Careful consideration of equipment features, size, and costs will help streamline your brewing process and enhance your product quality. For more information and expert assistance in selecting a brewhouse, visit YME and explore your options. -
Commercial Brewhouse Safety Standards and Compliance Guide
2026/03/27Table of Contents 1. Introduction 2. Summary Answer 3. Safety Standards for Commercial Brewhouses 4. Compliance Guidelines 5. Importance of Safety in Brewing 6. Conclusion 7. FAQ 1. Introduction Understanding commercial brewhouse safety standards is crucial for any brewer. Proper compliance with these standards ensures the safety of both staff and customers. The 300L-1000L brewhouse systems must adhere to specific regulations. Ignoring these can lead to accidents and legal issues. In this guide, we will explore essential safety measures, known compliance guidelines, and the importance of adhering to these regulations. By grasping these concepts, brewers can create a safe environment while maximizing efficiency. Whether you run a large brewery or a smaller operation, this information is key to your business success. 2. Summary Answer The main takeaway is that adhering to commercial brewhouse safety standards is vital for ensuring staff and product safety in 300L-1000L systems. This compliance not only protects employees and consumers but also prevents costly legal troubles. 3. Safety Standards for Commercial Brewhouses Regular Equipment Inspection and Maintenance Proper Training of Staff Effective Emergency Procedures Adherence to Health Regulations Use of Protective Gear Regular Equipment Inspection and Maintenance It is essential to check equipment regularly. This includes examining brewing kettles, fermentation tanks, and cooling systems to prevent equipment failure. Accurate maintenance schedules should be established and followed rigorously. Proper Training of Staff All personnel must undergo safety training. This helps staff recognize hazards and respond appropriately. Regular refresher courses should be implemented to keep safety protocols fresh in everyone’s mind. Effective Emergency Procedures Breweries should have clear emergency plans in place. These plans must include evacuation routes and emergency contact information. Conducting drills ensures everyone knows what to do in an emergency. Adherence to Health Regulations Following local health regulations is mandatory. This includes safe sanitation practices, proper waste disposal, and cleanliness in production areas. Compliance with these rules prevents health hazards. Use of Protective Gear Staff must wear appropriate protective gear. This includes gloves, masks, and goggles as needed. Such precautions help reduce the risk of injury or exposure to harmful substances. 4. Compliance Guidelines Follow Local and State Regulations Stay Updated on Safety Trends Document Everything Engage in Regular Safety Audits Follow Local and State Regulations Familiarize yourself with all relevant regulations. Each location may have different rules regarding safety standards. Keeping up with these laws is essential for compliance. Stay Updated on Safety Trends The brewing industry is constantly evolving. Stay informed about new safety technologies and methods. This will help maintain a safe working environment. Document Everything Maintain detailed records of inspections, staff training, and equipment maintenance. Good documentation can be crucial during inspections and audits. Engage in Regular Safety Audits Conduct routine safety audits to ensure compliance. This helps identify any potential hazards before they become serious issues. Regular reviews keep safety a priority. 5. Importance of Safety in Brewing Safety in the brewing industry is not just about compliance. It protects your employees and customers. A safe workplace leads to increased productivity and employee morale. Furthermore, ensuring safety can protect your business from costly legal issues. Being proactive about safety shows that you value your team and your customers' trust. 6. Conclusion In summary, understanding and implementing commercial brewhouse safety standards is essential for operating a successful brewing business. The 300L-1000L brewhouse must comply with regulations to ensure a safe environment. This protects employees, products, and your overall business. By following the guidelines in this article, you can help create a safer brewing community. 7. FAQ What are the main safety standards for a brewhouse? How often should equipment be inspected? What should staff training include? What protective gear is necessary for brewing? How can I improve safety compliance in my brewhouse? -
How to Maintain Consistent Wort Quality in a Commercial Brewhouse
2026/03/27Table of Contents 1. Understanding Wort Quality 2. Key Ingredients 3. Temperature Control 4. Quality Water Source 5. Consistent Equipment Calibration 6. Fermentation Monitoring 7. Regular Cleaning and Maintenance 1. Understanding Wort Quality Wort quality is crucial for consistent brewing outcomes. Factors like ingredient selection, process control, and environmental conditions all play vital roles. Consistent wort leads to better flavor profiles and overall product quality. 2. Key Ingredients The quality of your ingredients directly impacts wort consistency. Selecting high-quality malts, hops, and yeast is essential. Consider the Following: Use fresh malts to prevent stale flavors. Source hops characterized by stable alpha acid levels. Choose reliable yeast strains to ensure fermentation consistency. 3. Temperature Control Temperature variations can significantly affect wort quality. Maintaining stable mash temperatures is crucial for enzyme activity. Important Points: Keep mash temperatures between 148°F and 158°F. Monitor temperatures closely with calibrated tools. Invest in temperature-controlled fermentation vessels. 4. Quality Water Source Water makes up 90% of your wort, so the quality of your water should not be overlooked. The composition of minerals and pH levels will impact the overall brewing process. Essential Considerations: Test your water regularly for mineral content. Use filtration systems to remove impurities. Adjust mineral levels according to the beer style being brewed. 5. Consistent Equipment Calibration Maintaining and calibrating brewhouse equipment is vital for achieving consistent results. Regular checks on scales, thermometers, and flow meters help ensure precision during brewing. Calibration Strategies: Schedule monthly equipment checks and maintenance. Train staff on proper equipment usage and troubleshooting. Document calibration results for quality assurance. 6. Fermentation Monitoring Fermentation is where the magic happens. Monitoring fermentation parameters ensures that your final product meets desired flavor profiles. Key Fermentation Metrics: Track specific gravity throughout fermentation. Monitor temperature and adjust as necessary. Evaluate fermentation time for consistency across batches. 7. Regular Cleaning and Maintenance Sanitation is fundamental in brewing. Properly cleaning equipment prevents contamination and off-flavors in your wort. Best Practices for Cleaning: Implement a scheduled cleaning routine. Use brewing-safe sanitizers for all equipment. Train employees on proper cleaning protocols. Conclusion By implementing these seven strategies, you will enhance the consistency of wort quality in your commercial brewhouse, leading to superior beer production. The key is to remain vigilant and maintain standards through careful monitoring and control of each step in the brewing process. Comparison Table: Key Factors Affecting Wort Quality Factor Importance Impact on Quality Ingredients High Directly alters flavor and consistency Temperature Medium Critical for enzyme activity Water Quality High Affects all brewing chemical reactions Process Flowchart for Maintaining Wort Quality -
Stainless Steel Grades in Commercial Brewhouse Manufacturing
2026/03/27Table of Contents Introduction Summary Answer Subheadings Conclusion FAQ Introduction Choosing the right materials is crucial in the creation of a 300L-1000L brewhouse. The type of stainless steel used can affect not only the quality of the beer but also the longevity of the equipment. Many brewers wonder about the best stainless steel grades for this purpose. There are different stainless steel grades available, each with unique properties. The most popular grades include 304, 316, and 430. Understanding these materials is essential for brewers looking to invest wisely in their equipment. This article will explore the benefits and drawbacks of various stainless steel grades in commercial brewhouse manufacturing. A good choice of materials leads to better fermentation, improved durability, and overall efficiency. Summary Answer The best stainless steel grades for a commercial brewhouse are 304 and 316 due to their corrosion resistance and strength. Subheadings 1. Overview of Stainless Steel Grades Stainless steel is classified into different grades based on its composition and properties. Common grades include: 304: Commonly used for its balance of strength and corrosion resistance. 316: Offers higher corrosion resistance, especially in marine environments. 430: Less expensive but also less resistant to corrosion. 2. Benefits of Using Grade 304 Stainless Steel Grade 304 stainless steel is widely used in commercial brewing. It provides: Good corrosion resistance. Ease of cleaning, which is vital for maintaining hygiene. Strength and durability, reducing maintenance needs. 3. Advantages of Grade 316 Stainless Steel Grade 316 stainless steel is a premium choice due to its properties: Increased resistance to corrosion in harsh conditions. Better durability compared to grade 304. Commonly used in brewing equipment exposed to high levels of salt or chemicals. 4. Considerations for Using Grade 430 Stainless Steel While cheaper, grade 430 has drawbacks: Lower corrosion resistance compared to grades 304 and 316. Less suitable for long-term exposure to moisture. Best for equipment not in direct contact with corrosive substances. 5. Cost Comparison Stainless Steel Grade Corrosion Resistance Price (per kg) 304 Moderate $2.00 316 High $3.00 430 Low $1.50 Conclusion In conclusion, selecting the right stainless steel grade is vital for anyone investing in a 300L-1000L brewhouse. Grades 304 and 316 offer significant advantages in durability and corrosion resistance. Understanding these differences ensures that brewers can make informed decisions. This knowledge is essential for quality brewing and longevity of the equipment. FAQ 1. What is the best stainless steel for a brewhouse? The best options are grades 304 and 316 due to their strong corrosion resistance. 2. Why is corrosion resistance important? Corrosion resistance helps maintain the quality of the beer and extends the life of the equipment. 3. Is grade 430 suitable for brewing? Grade 430 can be used but is less effective in moist conditions compared to 304 and 316. 4. How much does stainless steel cost? The price varies based on the grade, with 304 around $2.00 per kg and 316 approximately $3.00 per kg. 5. Can I use different grades for different parts of the brewhouse? Yes, using different grades based on specific needs can optimize performance and cost. -
Energy-Saving Technologies in Commercial Brewing Equipment
2026/03/27Table of Contents 1. Understanding Energy Consumption in Brewing 2. Innovative Energy-Saving Technologies 3. Benefits of Implementing Energy-Saving Solutions 4. Case Studies: Successful Implementations 5. Future Trends in Energy Efficiency 6. Conclusion 1. Understanding Energy Consumption in Brewing The brewing industry, particularly in the production of large volumes (300L-1000L), consumes a significant amount of energy. Generally, it is estimated that brewing can account for 4-5% of the total energy expenditures of a brewery. Understanding energy consumption trends is crucial for adopting effective energy-saving technologies. Key areas of high energy use include heating, refrigeration, and pumping processes. 2. Innovative Energy-Saving Technologies Heat Recovery Systems Efficient Thermal Resource Management Heat recovery systems capture waste heat generated during brewing and reuse it in the process, reducing overall energy consumption by up to 30%. Variable Frequency Drives (VFDs) Adaptive Motor Control VFDs adjust the speed of pumps and fans based on current demand, optimizing energy use and decreasing energy costs by 20% or more. Insulation Improvements Reducing Thermal Loss Investing in high-quality insulation can lead to a decrease in heat loss by 15-20%, resulting in lower energy bills. Solar Energy Integration Utilizing Renewable Energy Sources Breweries can benefit from solar panels, reducing reliance on grid electricity and achieving up to 40% savings on energy costs. Energy-Efficient Equipment Choosing High-Performance Machinery Energy-efficient brewing equipment, like advanced kettles and chillers, can lead to significant energy savings, often over 25% compared to standard models. 3. Benefits of Implementing Energy-Saving Solutions Adopting energy-saving technologies in commercial brewing yields numerous advantages, including substantial cost reductions, enhanced operational efficiency, and a positive environmental impact. Breweries report energy savings between 15-40% based on the technologies implemented. This shift not only optimizes resources but also enhances the overall sustainability image of the brewery. 4. Case Studies: Successful Implementations Numerous breweries worldwide have successfully integrated energy-efficient technologies. For example, a brewery in Germany implemented heat recovery systems in conjunction with VFDs, achieving a 35% reduction in energy costs. Another brewery in the USA reported a 50% drop in energy consumption after installing efficient equipment and solar panels. 5. Future Trends in Energy Efficiency As the importance of sustainability grows, the future of brewing is likely to see an increase in smart brewing technologies, IoT integration for monitoring energy use, and innovations in renewable energy sourcing. Breweries are expected to continually optimize energy consumption through advanced data analytics and machine learning. 6. Conclusion Energy-saving technologies are not merely an option but a necessity for breweries aiming to enhance efficiency and sustainability. By understanding energy consumption patterns and adopting innovative solutions, breweries can significantly reduce energy costs, thereby improving their bottom line and environmental footprint. For companies like YME, specializing in the manufacture of 300L-1000L brewhouse equipment, integrating these technologies into product offerings can lead to superior competitive advantages. -
Turnkey Commercial Brewery Project: What’s Included?
2026/03/27Table of Contents 1. Introduction 2. What is a Turnkey Brewery? 3. Key Components of a Turnkey Brewery Project 4. The Process Involved in a Turnkey Brewery Project 5. Case Study: Successful Turnkey Brewery Projects 6. Conclusion 1. Introduction Starting a commercial brewery can be a complex venture, and understanding what's included in a turnkey project is crucial for potential brewers. A turnkey commercial brewery project simplifies this journey by providing everything necessary for a successful launch. This includes brewery equipment, installation, training, and ongoing support. Understanding the components of a turnkey brewery helps address key pain points and ensures that you have a comprehensive plan in place. 2. What is a Turnkey Brewery? A turnkey brewery is a fully set-up brewing system offered by manufacturers like YME that allows clients to start brewing beer immediately upon installation. This solution covers all essential elements, including machinery, fermentation tanks, cooling systems, and training for staff. With turnkey solutions, business owners benefit from streamlined operations, reduced risk, and quicker time to market. 3. Key Components of a Turnkey Brewery Project 3.1 Brewing Equipment The heart of any brewery is the brewing equipment, which typically includes: Brewhouse (mash tun, lauter tun, kettle) Fermentation tanks Carbonation equipment 3.2 Installation and Setup The installation process is crucial. Qualified technicians set up all equipment, ensuring everything operates smoothly. This includes: Plumbing connections Electrical system setup Validation and testing 3.3 Training and Support Training ensures that staff are familiar with the equipment and processes. This may involve: Operational training Maintenance training Recipe development assistance 3.4 Quality Control Systems Implementing quality control systems is essential for maintaining product standards. This includes: Testing facilities Monitoring equipment Quality assurance training 3.5 Regulatory Compliance Ensuring compliance with local regulations is critical for brewery operation. Activities include: Consultation on permits and licensing Assistance with health and safety inspections Environmental compliance assessments 4. The Process Involved in a Turnkey Brewery Project The process of setting up a turnkey brewery typically follows these stages: Stage Description Planning Determining your brewery size, capacity, and business model. Design Creating a layout that optimizes space and efficiency. Installation Setting up the equipment and ensuring operational functionality. Training Educating your staff on equipment use and brewing processes. Launch Starting brewing operations and opening to the public. 5. Case Study: Successful Turnkey Brewery Projects To illustrate the effectiveness of turnkey brewery projects, we can look at several examples of successful breweries that started from scratch using this model: 5.1 Brewery A Located in Spain, Brewery A launched a 500L turnkey system and achieved profitability within the first year. Its successful implementation can be attributed to comprehensive training and support.*Data: 30% increase in sales in the first six months.* 5.2 Brewery B In Canada, Brewery B invested in a 1000L system, benefitting from a complete quality control system.*Data: Consistency in product quality exceeded 95% satisfaction ratings.* 6. Conclusion Understanding the components and processes involved in a turnkey commercial brewery project is crucial for prospective brewers. By investing in a comprehensive solution offered by manufacturers like YME, you can minimize risks and streamline your business launch. A turnkey brewery includes everything from brewing equipment to training, ensuring that you are fully prepared to hit the ground running. For more information, consider reaching out to experts in the field who can guide you through the planning and setup process efficiently. -
How to Customize a Commercial Brewhouse for Your Brewing Process
2026/03/27Table of Contents 1. Introduction 2. Identifying Your Brewing Needs 3. Understanding Brewhouse Components 4. Size and Capacity Considerations 5. Brewing Techniques and Their Impact 6. Customization Options 7. Choosing Vendors and Manufacturers 8. Conclusion 1. Introduction Customizing a commercial brewhouse is essential for optimally aligning with your brewing process. When considering how to customize your brewhouse, several factors come into play, such as the size, layout, components, and overall brewing technique. Understanding these elements can help you create an efficient, effective brewing environment. In this guide, we will explore how to customize a commercial brewhouse by addressing user pain points and questions, aiming for clarity in your brewing operations through tailored solutions. Buying equipment such as a 300L or 1000L brewhouse must be viewed through the lens of your brewing goals and needs. 2. Identifying Your Brewing Needs Understanding your brewing needs is the first step in customizing a brewhouse. Consider these key factors: Type of Beer: Different styles of beer require different brewing processes. Customizing for ales, lagers, or specialty beers will affect your design choices. Batch Size: Determine how many liters per batch you will need to produce. Consider both average and peak production needs. Production Frequency: Regular production will require more robust systems. Your frequency impacts the operational choices and maintenance requirements. - Case Study: Craft Brewery Needs For example, a craft brewery focusing on small-batch biodiversity may prioritize flexibility and smaller brewhouse capacity. 3. Understanding Brewhouse Components To effectively customize your brewhouse, it's crucial to understand its basic components: Malt Mill: Essential for grinding malted grains. Mash Tun: Where the grain and water mix to convert starches into sugars. Boil Kettle: Used for boiling the wort and adding hops. Fermentor: The vessel where fermentation occurs. - Comparison Table of Components Component Function Customization Options Malt Mill Grinds malted grains Size, type of grinding Mash Tun Mixes grain and water Material, insulation Boil Kettle Boils wort Size, heating method Fermentor Fermentation Size, cooling system 4. Size and Capacity Considerations Choosing the right size for your brewhouse is crucial. Consider the following: Current Demand: Assess current sales and production forecasts. Future Expansion: Plan for growth. A larger brewhouse can save costs in the long run. Space Constraints: Ensure your facility can accommodate your chosen equipment. - Step-by-Step Flow Chart for Size Determination Assess your current production needs, visualize growth potential, and adapt your design accordingly. 5. Brewing Techniques and Their Impact Different brewing techniques impact equipment requirements. Key methods include: Traditional Brewing: Involves more manual processes and custom equipment. Automated Brewing: Requires a more sophisticated control system and equipment. Hybrid Methods: Combining manual and automated requires balance in equipment design. - Data Insights Automated systems can increase efficiency by up to 30% compared to traditional methods. Selecting the right system for your style is critical. 6. Customization Options Customization can enhance the efficiency and effectiveness of your brewhouse. Common options include: Material Selection: Stainless steel vs. aluminum can affect maintenance and durability. Heating Source: Electric, gas, or steam; choose based on availability and cost. Control Systems: Automation can range from manual dials to sophisticated software. - Vendor Collaboration Engaging with manufacturers like YME can facilitate tailored solutions that meet specific brewing needs. 7. Choosing Vendors and Manufacturers Selecting the right vendor is crucial for successful brewhouse customization. Consider the following: Experience: Look for vendors with a proven track record in commercial brewing equipment. Support and Service: Assess customer service quality, warranty, and support options. Customization Capabilities: Ensure they can meet your specific needs and preferences. 8. Conclusion Customizing a commercial brewhouse is a multifaceted process that requires careful consideration of your specific brewing needs, technologies, and vendor options. By priorit -
After-Sales Service and Technical Support for Commercial Brewhouse
2026/03/27Table of Contents 1. Understanding After-Sales Service 2. Importance of Technical Support 3. Key Features of Effective After-Sales Services 4. What to Expect from Technical Support 5. Customer Testimonials and Experiences 6. Comparison of Services Offered by Brewhouse Manufacturers 7. Step-by-Step Process for Utilizing After-Sales Support 8. Conclusion 1. Understanding After-Sales Service After-sales service is crucial for any business, especially in the manufacturing sector. It protects investments, ensures product longevity, and provides peace of mind to customers. For overseas buyers and distributors of commercial brewhouses, reliable after-sales support can differentiate between a successful relationship and consumer discontent. Additionally, excellent service can promote customer loyalty and enhance the brand reputation of manufacturers like YME. 2. Importance of Technical Support Technical support goes hand in hand with after-sales services. It resolves issues swiftly, ensuring the operational efficiency of brewhouses. This service includes troubleshooting, maintenance, and upgrades which can lead to greater production capabilities. Ignoring technical support can lead to downtime, which is detrimental to any brewing operation. Comprehensive support therefore mitigates risks and maximizes productivity. 3. Key Features of Effective After-Sales Services 1. 24/7 Customer Access: Customers should have continuous access to support services. This ensures immediate assistance during operations that can run around the clock. 2. Warranty and Maintenance Packages: Providing various packages for warranties and maintenance is essential for buyer assurance. 3. Staff Training Programs: Well-trained personnel can better handle equipment, leading to fewer mistakes and greater efficiency. 4. Parts Availability: Having a readily available inventory of spare parts can significantly reduce downtime during repairs. 5. Feedback Mechanism: Encouraging customer feedback allows businesses to improve their products and services continuously. 4. What to Expect from Technical Support Effective technical support should include: Remote diagnostics to identify problems. Step-by-step guidance for troubleshooting procedures. Access to online resources, including FAQs and manuals. Regular checkups and preventative maintenance schedules. 5. Customer Testimonials and Experiences "The support we received after purchasing our brewhouse from YME has been exemplary. Whenever we've faced an issue, their team has been quick to respond, providing us with the necessary information to keep our operations running smoothly," said John Smith, a distributor in Germany. Customer experiences often reflect the commitment a company has to its clients. High satisfaction rates can be seen when companies invest in post-sale support. 6. Comparison of Services Offered by Brewhouse Manufacturers Manufacturer 24/7 Support Training Programs Parts Availability Warranty Period YME Yes Yes Quick Ship Two Years Competitor A No No Moderate One Year Competitor B Yes Yes Slow Two Years 7. Step-by-Step Process for Utilizing After-Sales Support Contact Customer Support: Provide necessary details concerning the issue. Tech support schedules a remote troubleshooting session. Follow the outlined solutions. If unresolved, request a technician visit. Complete the service referral document. Give feedback on the service you received. 8. Conclusion Investing in after-sales service and technical support is essential for operational success in the commercial brewhouse sector. Companies that provide effective support systems not only ensure smooth operations but also cultivate satisfied customers who are likely to become repeat buyers. Manufacturers like YME understand this significance and strive to maintain high standards in post-sale services. For those interested in a long-lasting and efficient brewhouse, choosing a manufacturer with strong after-sales support is a pivotal decision. -
Exporting Commercial Brewhouse Equipment Worldwide
2026/03/27Introduction Paragraph Exporting commercial brewhouse equipment worldwide can be challenging. Many businesses face issues like complex regulations and high shipping costs. As the craft beer industry grows, brewhouses need reliable solutions to expand their market reach. Understanding these challenges is key to finding effective equipment for brewing. The right brewhouse can significantly boost production and quality. Whether you are a startup or an established brewery, knowing what to look for is crucial. Summary Answer Paragraph Exporting commercial brewhouse equipment worldwide requires knowledge of regulations, costs, and the right equipment options. Finding the best solution ensures efficiency and profitability. 1. Key Factors to Consider in Exporting Brewhouse Equipment Regulations and Compliance Understanding the legal requirements in both the exporting and importing countries is essential. Each nation has specific laws regarding brewing equipment. Shipping Costs and Logistics Shipping can add a significant expense to your brewhouse equipment purchase. Factors such as distance and weight affect the final cost. Equipment Specifications Different breweries have unique needs. Equipment must match these needs in terms of capacity and functionality. For instance, choosing between a 300L and a 1000L brewhouse affects production volume. Market Demand and Trends Understanding your target market can influence equipment choices. For example, a growing trend in craft beers may require specialized equipment. Supplier Relationships Building strong relationships with suppliers can help in accessing better prices and support. It also aids in securing necessary parts for maintenance. Competitive Analysis Researching competitors can give you an edge. Understanding what successful brewhouses are using can inform your equipment decisions. 2. Step-by-Step Process for Exporting Brewhouse Equipment Identify Equipment Needs Begin by assessing your brewery's requirements. Determine the size and type of equipment necessary. Research Regulations Investigate the regulatory landscape in your target country. This includes safety standards and import regulations. Find Suppliers Search for reliable equipment manufacturers or suppliers that offer export services. Request Quotes Request detailed quotes from suppliers. This should include shipping costs and timelines. Finalize Purchase After comparing options, finalize your purchase. Ensure all terms of sale are clearly understood. Coordinate Shipping Work with logistics professionals to ensure that equipment is shipped efficiently and safely. Receive and Install Equipment Once the equipment arrives, inspect it for quality before installation. Schedule a professional team for setup. Conclusion Exporting commercial brewhouse equipment worldwide involves navigating various challenges. Yet, with careful planning and execution, these barriers can be overcome. Understanding regulations, shipping costs, and market demands is vital. The right equipment can significantly impact the success of your brewery. By focusing on key factors and following a clear process, your business can thrive internationally. FAQ What is the typical timeline for exporting brewhouse equipment? What types of brewhouse equipment are best for export? Are there special certifications needed for foreign brewhouse equipment? How can I reduce shipping costs for my equipment? What should I do if my equipment arrives damaged? Table of Contents Introduction Paragraph Summary Answer Paragraph Key Factors to Consider in Exporting Brewhouse Equipment Step-by-Step Process for Exporting Brewhouse Equipment Conclusion -
Quality Control Standards in Commercial Brewhouse Production
2026/03/27Table of Contents 1. Introduction 2. Importance of Quality Control 3. Key Quality Control Standards 3.1 ISO Standards 3.2 HACCP Principles 3.3 Brewery-Specific Standards 4. Quality Control Process Overview 4.1 Step-by-Step Quality Control Process 5. Technologies Enhancing Quality Control 6. Common Challenges and Solutions 2. Importance of Quality Control0 1. Introduction Quality control is a fundamental aspect of the brewing industry, particularly in the production of commercial brewhouses ranging from 300L to 1000L. Implementing stringent quality control standards ensures that each batch meets customer expectations regarding taste, aroma, and safety. With the increasing demand in the international market, establishing robust quality assurance measures can significantly impact export potential. This article explores the various quality control standards and practices in commercial brewhouse production, providing insights into the processes that guarantee excellence. 2. Importance of Quality Control Quality control is essential in maintaining product consistency, enhancing production efficiency, and safeguarding the brewery's reputation. Effective quality control practices help in: Reducing production waste. Meeting regulatory compliance and standards. Increasing customer satisfaction by delivering high-quality products. 3. Key Quality Control Standards The following are critical quality control standards that commercial brewhouse manufacturers adhere to: 3.1 ISO Standards ISO (International Organization for Standardization) provides a framework for quality management through standardization. Breweries can benefit from implementing ISO 9001 standards, ensuring a systematic approach to managing quality. 3.2 HACCP Principles HACCP (Hazard Analysis and Critical Control Point) is a vital standard focused on food safety. It identifies, evaluates, and controls hazards that could compromise the brewing process and the final products. 3.3 Brewery-Specific Standards Different regions may have specific quality standards that breweries must comply with. For instance, the EU has strict regulations concerning ingredient sourcing and production practices that affect quality control. 4. Quality Control Process Overview Establishing an effective quality control process involves a structured approach that includes several critical steps. 4.1 Step-by-Step Quality Control Process The following flowchart outlines the step-by-step quality control process in commercial brewhouse production: 1. Ingredient Sourcing: Evaluate ingredient quality. 2. Brewing Process Monitoring: Track temperature and fermentation times. 3. Batch Sampling: Conduct regular samples for analysis. 4. Final Product Testing: Assess taste, aroma, and packaging integrity. 5. Customer Feedback: Gather feedback for continuous improvement. 5. Technologies Enhancing Quality Control Adopting modern technologies can streamline quality control processes in brewhouse production: Automated brewing technologies: These ensure precise temperature and timing. Quality control lab equipment: Essential for testing samples effectively. Data analytics tools: Helps in timely decision-making based on quality metrics. 6. Common Challenges and Solutions Breweries face numerous challenges in maintaining quality standards. Some common issues include: Challenge Solution Inconsistent ingredient quality Establish robust supplier assessment protocols. Equipment malfunctions Implement regular maintenance schedules. Lack of trained personnel Invest in staff training programs on quality control. 7. Conclusion Quality control standards are crucial in the commercial brewhouse production process, ensuring that breweries can produce exceptional products consistently. By implementing ISO and HACCP standards, along with utilizing modern technologies, breweries can enhance their quality assurance practices and meet the demands of an international market. Continuous investment in quality processes will foster excellence and establish a reputation for reliability. -
Commercial Brewhouse Manufacturing Process: From Design to Installation
2026/03/27Table of Contents 1. Introduction 2. Design Phase 3. Manufacturing Process 4. Installation Process 5. Case Studies 6. Conclusion Manufacturing a commercial brewhouse involves a series of critical steps, from initial design to final installation. Understanding the brewhouse manufacturing process can alleviate pain points for overseas buyers and distributors seeking efficient and high-quality solutions. In this guide, we will explore six key stages of the process while addressing common queries and concerns. Get ready to discover how to optimize your brewing operations with YME's expertise. 1. Design Phase Design serves as the foundation for a successful brewhouse. The following steps ensure functionality and efficiency: Requirements Gathering Conceptual Design Technical Specification 3D Modeling Requirements Gathering Diving deep into client needs is essential. Factors such as production capacity, space constraints, and local regulations must be assessed. For instance, a typical brewhouse production capacity ranges from 300L to 1000L, depending on the intended scale. Conceptual Design Creating a visual layout allows for better understanding. This often includes schematics illustrating key components such as kettles and fermentation tanks. Technical Specification Defining precise measurements, materials, and machinery specifications is vital. Here, a complete compatibility list ensures all components work harmoniously. 3D Modeling Using advanced software, a 3D model is constructed, provided to clients for feedback. This step may involve adjustments to meet specific requirements. 2. Manufacturing Process The manufacturing stage is crucial in transforming designs into tangible products. It consists of several processes: Material Selection Fabrication Quality Control Material Selection Choosing the right materials impacts longevity and performance. Commonly used materials include stainless steel, copper, and other alloys, which offer corrosion resistance and durability. Fabrication This phase involves cutting, bending, welding, and assembling components. Consistency in fabrication ensures that all parts align with design specifications. Quality Control Implementing quality control measures at each manufacturing stage is essential. This involves rigorous testing, inspections, and compliance checks to uphold safety and operational standards. 3. Installation Process Successful installation guarantees that the brewhouse operates smoothly. Major steps include: Site Preparation Installation of Equipment System Testing Site Preparation Proper site preparation involves clearing the area, ensuring structural integrity, and providing necessary utilities such as water and power supply. Installation of Equipment Once the site is ready, the brewhouse components are systematically installed. Technicians ensure every element is securely placed according to the plan. System Testing Before operational handover, thorough testing on the brewhouse setup is necessary to catch any issues. This includes verifying the functionality of all controls and safety features. 4. Case Studies Examining real-world applications helps demonstrate the effectiveness of the brewhouse process: Case Study Scale Design Features Outcome Brewery A 500L Traditional & Modern Fusion Increased Efficiency by 30% Brewery B 1000L Automation Integration Consistent Quality Output 5. Conclusion Understanding the commercial brewhouse manufacturing process is critical for international buyers and distributors. From the initial design to final installation, each phase is integral in delivering a brewing solution that meets market needs. YME’s streamlined processes ensure that your brewhouse is expertly manufactured and installed for optimal performance. By partnering with us, you can easily navigate through each stage of your brewing journey. -
Why Choose a Professional Commercial Brewhouse Manufacturer
2026/03/27Table of Contents Introduction Summary Answer Main Arguments Conclusion FAQ The Challenge with Choosing a Brewhouse The decision to purchase a 300L-1000L brewhouse is significant. Many buyers struggle to find reputable manufacturers in the market. This can lead to costly mistakes. A professional commercial brewhouse manufacturer ensures quality and reliability. They also provide detailed support throughout the brewing process. Selecting the right equipment is crucial for brewers wishing to create exceptional beverages. Summary Answer A professional commercial brewhouse manufacturer offers high-quality equipment, expert support, and better reliability. They can streamline your brewing process and deliver machines built to last. Choosing a trustworthy manufacturer is essential for your brewing success. Main Arguments Quality Assurance A professional manufacturer ensures high-quality materials are used. This leads to better durability and efficiency in the brewhouse operation. Technical Support Expert assistance is crucial. Skilled manufacturers provide training and ongoing support to help you operate your equipment properly. Customization Options Every brewery is unique. A professional manufacturer can customize your brewhouse to meet specific brewing needs. Compliance with Standards The brewing industry has specific regulations. Quality manufacturers ensure their equipment meets all safety and health standards. Cost Efficiency Investing in a reliable brewhouse can reduce long-term operational costs. Quality equipment consumes less energy and minimizes maintenance costs. Reputation and Experience Established manufacturers have a track record of success. Their experience often translates into better products and services. Conclusion In conclusion, selecting a professional commercial brewhouse manufacturer is vital for any brewing business. A well-made 300L-1000L brewhouse enhances productivity and output quality. The right choice can lead to sustained business growth and customer satisfaction. FAQ What should I look for in a brewhouse manufacturer? Look for quality, technical support, and customization options. How do I know if a manufacturer is reputable? Check reviews, testimonials, and their history in the industry. Can I customize my brewhouse? Yes, many professional manufacturers offer customization options to meet your brewing needs.
